Блог | Как делают оптические прицелы в России

Я обратил внимание в шоу-руме завода по производству снайперских винтовок на оптические прицелы, некоторые из которых оказались отечественного производства. Мне стало любопытно, я узнал название компании, добыл контакты и мне удалось попасть на закрытую режимную территорию, куда не пустят с фотоаппаратом, если на это нет специального разрешения.

Сегодня специально для читателей сообщества эксклюзивный репортаж о том, как делают оптические прицелы.

Как я уже сказал, предприятие находится на закрытой территории завода, на котором раньше производили что-то для нужд оборонки в тихом подмосковном городке. Изначально меня не хотели пускать на предприятие с фотоаппаратом, пришлось вызывать на помощь директора производства компании (куда я направлялся делать репортаж). Он уладил все проблемы, но к нам приставили охранника, который должен был следить за тем, чтобы я не сделал выстрел своим никоном в запрещенную зону (на территории завода вроде есть другие производства).
Цеха по изготовлению линз мы с Ольгой (благодаря которой я попал на производство) застали в состоянии переезда, потому здесь царил небольшой беспорядок, однако он не сильно влиял на производство линз. Все здесь шло своим чередом. Вот из такого стеклянного куба на производстве делают линзы, как это делается я расскажу далее.

Нашел тут же накладную на партию заготовок оптического стекла из Китая. Еще их называют "прессовки". Большая часть линз делается именно из китайского сырья. Как мне сказал мастер производства раньше качество китайских "прессовок" оставляло желать лучшего, приходилось отбраковывать немало заготовок, однако в последнее время партнеры из Поднебесной стали делать качественный материал.
,
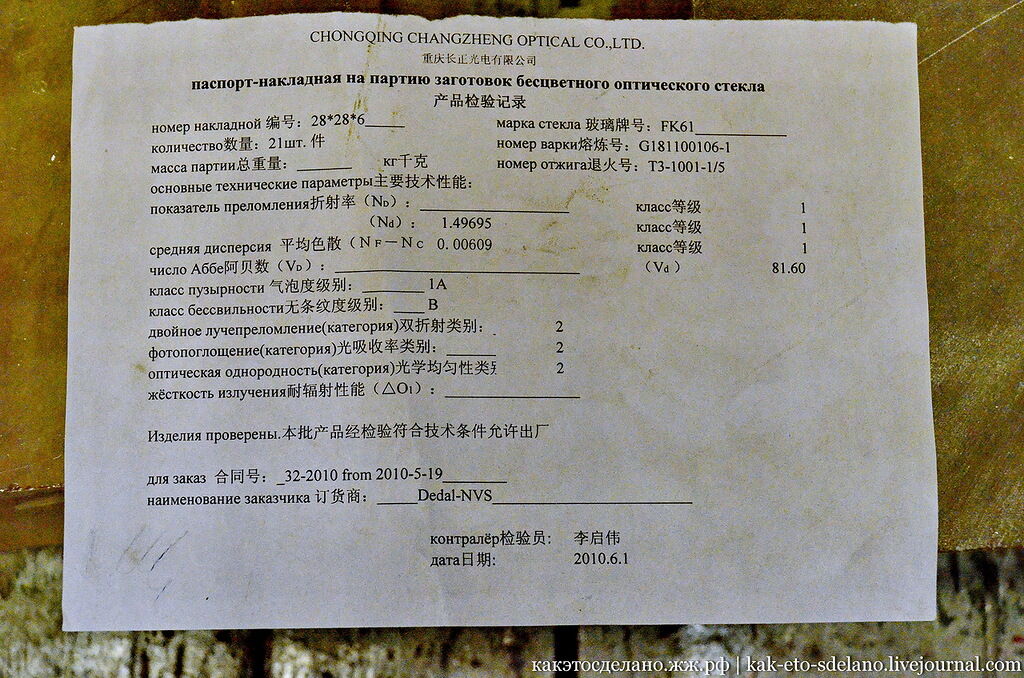
Я спросил, почему китайскому отдается предпочтение, когда есть отечественное сырье? Оказалось, что российское стекло дороже китайского в три раза, а качество у них практически не отличается. Кстати, это не обычное стекло, из которого делают листы для окон, а специальное, оптическое, которое содержит различные химические соединения.

К тому же российское стекло приходит в виде таких тяжеленных кубов, которые нужно резать, обтачивать из заготовок цилиндры и т.д.

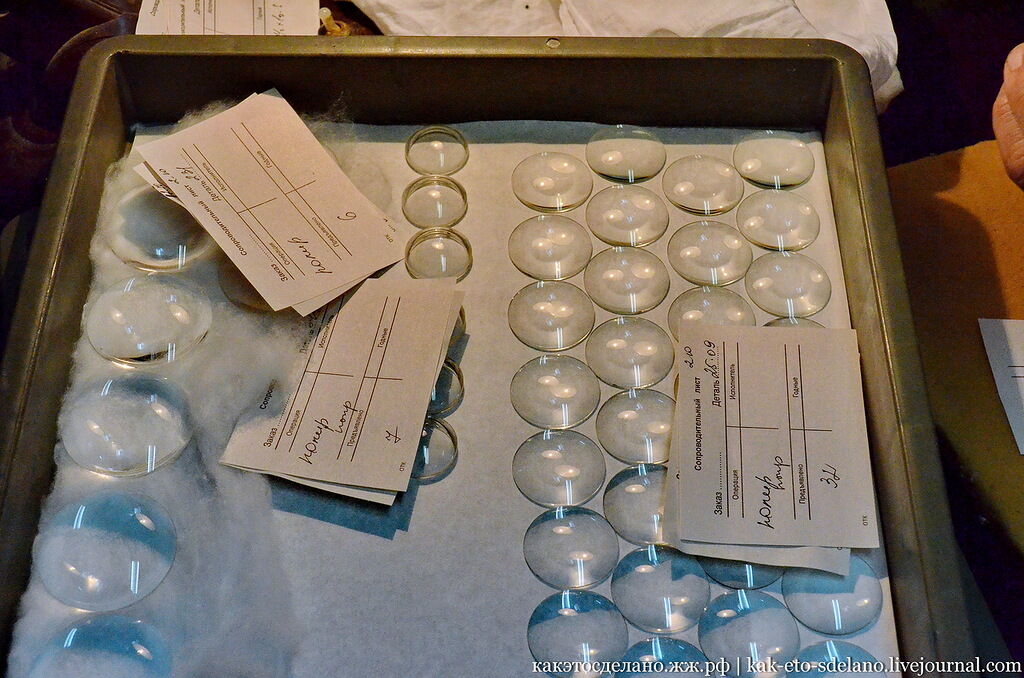
А китайское сырье приходит в готовом для обработки виде. На фото можно видеть весь ассортимент. Линзы всех диаметров, используемых для производства оптических прицелов и тепловизоров.

Пройдем в первый цех, здесь происходит шлифовка линз.

Оборудованию более сорока лет, его выкупили у разорившихся в постсоветское время предприятий. Здесь оно было отремонтировано, модернизировано и теперь вполне успешно работает в прежнем режиме.

Берем заготовку.

и помещаем на такую подложку.


Вот такая насадка с алмазной кромкой шлифует на первом этапе будущую линзу.

Насадка вращается, поворачивается из стороны в сторону, подложка тоже не стоит на месте. Заготовка все это время поливается эмульсолом — специальным раствором с абразивами.

Мастер показывает как происходит этот процесс.

После завершения шлифовки, заготовка проверяется на выпуклость специальным инструментом — сферометром, или вон той чашой, которая называется "притирочный инструмент".

Если она не соответствует норме, то все снова повторяется.

Насадки для шлифовки линз различного диаметра.

На этом станке режутся те самые стеклянные кубы.

Вот таким диском с алмазным напылением.

Получаются такие заготовки похожие на куски льда. При резке стекла обращают внимание на пузырьки, которые иногда присутствуют в тех самых стеклянных кубах, и вырезают идеально чистые без каких-либо вкраплений заготовки.

Но линзы можно делать только из таких заготовок, далее увидим как это происходит.

Здесь же в цеху есть точильный камень на котором при необходимости можно отшлифовать заготовку.


Прессовки диаметром побольше.

А это уникальный станок, который чудом был спасен из закрывшегося в 90-е годы предприятия. На нем можно обрабатывать линзы диаметром 25 см. Сейчас таких станков не найти. Конечно есть новые зарубежные аналоги, но они стоят на порядок дороже, под 50 тыс. евро. А этот достался почти даром.

На этом фото можно видеть во что превращается мутная прессовка на этом этапе. Это еще не готовое изделие, впереди линзу ждет еще немало испытаний.

А вот на этом станке обрабатываются заготовки напиленные из стеклянного куба.

С двух концов стеклянной заготовки клеем намертво приклеиваются вот такие шайбы. Их диаметр соответствует диаметру будущих линз. После этого заготовка с шайбами закрепляется в станке, который обрабатывает ее. В итоге получается цилиндр, который в свою очередь нарезается на заготовки, стеклянные кругляшки. А металлические шайбы отклеиваются, если поместить заготовку в специальную печь.

После шлифовки будущие линзы попадают сюда.

Их приклеивают специальной смолой к металлическим болванкам. На одну сторону наносят краску или лак, а затем смолу, которая затвердев крепко приклеивается к линзе, на вторую сторону наносят вазелин и приклеивают к такой полусфере.

Затем берут полусферу с линзами и переворачивают в нагретую металлическую болванку. Происходит "пщщщ" и смола с линзами приклеивается с болванке.

Это все тут же помещается в тазик с водой, болванка охлаждается, смола крепко схватывается с ней, а полусфера намазанная вазелином легко вынимается.

Оп-ля!

Эту штуковину ждет следующий этап обработки.

Здесь же, от другой металлической болванки отбиваются уже отполированные линзы. Делается это аккуратно, чтобы не повредить заготовки.

Чтобы размягчить смолу с уже готовыми линзами, их нагревают в печи.

В этом же помещении с линз вручную удаляются остатки смолы.

И происходит визуальная проверка заготовки. Если с ней будет что-то не так, она будет отбракована или опять попадет на линию полировки.

Переходим в следующий цех. Из всей экскурсии по предприятию это место меня впечатлило более всего. На этом столе можно видеть как болванки с приклеенными линзами, так и насадки с алмазными головками, которые будут полировать линзы.

Обратите внимание на поверхность некоторых линз, они закрашены краской, чтобы случайно не поцарапались при транспортировке в этот цех.

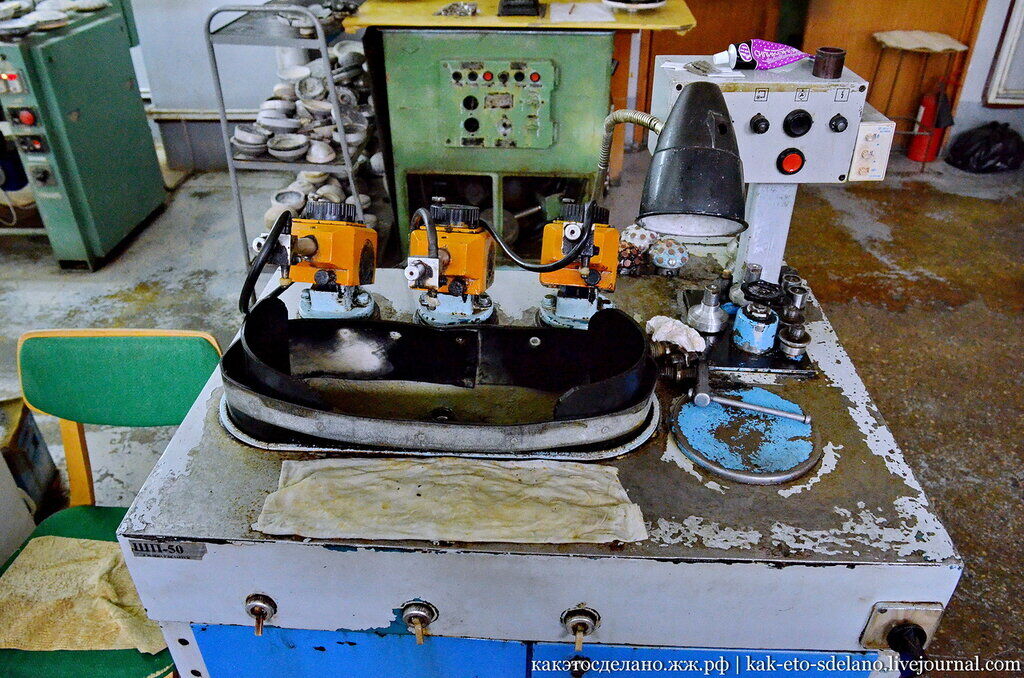
Эти станки предназначены для полировки линз небольшого диаметра.

Видите эту черную железную трость — на нее закрепляется болванка с линзами. Снизу насадка с алмазными головками.

В процессе из середины насадки льется специальный раствор с абразивами. Сам процесс полировки длится от 30 минут до 4 часов.

А работа этих станков завораживает, кажется, что попал в какую-то сказочную мастерскую.

Еще один станок, для штучных изделий.
Каждая насадка полирует всего одну маленькую линзу.

А здесь полируются линзы больших диаметров.

Насадка с алмазными головками вращается из стороны в сторону, болванка с линзами крутится, процесс увлажняется поляритом — полировочной суспензией, которая содержит абразивы.


Эти станки тоже были выкуплены у разорившегося предприятия. Они 1968 года выпуска, однако тоже были модернизированы под новые стандарты, поменяли практически всю начинку, можно сказать вдохнули в них новую жизнь.

Затем отполированную поверхность покрывают лаком

Зачем спросите вы? А затем, что на нее вскоре также будет нанесена смола и вскоре предстоит полировка другой стороны.

Будто цветы раскрыли свои лепестки.

После полировки обоих сторон линзы принимают ацетоновые ванны, чтобы избавиться от всех загрязнений, в том числе от лака или смолы, если остались их частички на изделии.

А это уже конечный продукт, хотя нет, промежуточный, линза уже отполирована с обоих сторон, однако она еще не полностью готова.
На этом приборе проверяется соответствие линзы нормам по толщине.


Сотрудница предприятия проверяет на глаз чистоту линзы. На ней не должно быть ни царапин, ни микротрещин. Для такой работы нужно иметь идеальное зрение, однако и работа тоже не из простых, зрение от постоянного напряжения постепенно портится.

Перейдем в следующий цех. Здесь происходит центрировка линз — геометрическая ось совмещается с оптической.

Это также старый станок, который также модернизировали, соединив его с компьютером, практически сделав из него станок с чпу.

Линза фиксируется.

И с ее краев стачивается лишнее.
Потом как водится опять контроль качества, и так на каждом этапе.

Затем линзы попадают на вакуумный участок. Здесь царят специалисты нанотехнологий, и это не шутка.

В этой установке в состоянии вакуума на линзы напыляется фтористый магний, для получения нужного коэффициента отражения.

Но перед этим линзы протираются спиртом.

Опять визуальный осмотр.

Затем они вставляются в оправы.

и устанавливаются на такую сферу.

За один раз можно обработать в вакуумной установке множество линз различного диаметра.

На этих аппаратах выставляются необходимые параметры.

И добро пожаловать в лучший, новый мир). Эту операцию специалисты называют "просветление".

После бомбардировки поверхности линз фтористым магнием, они попадают на заключительную стадию. Здесь линзы опять инспектируют на предмет качества.

Кромки линз лакируются перед отправкой на сборку.

Лишнее протирается спиртом.

Некоторые линзы склеиваются, об этом я ранее не знал.

А здесь можно увидеть всю палитру линз изготавливаемых на предприятии. Линзы делаются только для внутреннего производства, для оптических прицелов и тепловизоров. На этом наша экскурсия по цехам, где изготавливают такие привычные для нас, но на самом деле необычные изделия подошла к концу, но не торопитесь закрывать окно, далее мы увидим как изготавливают остальные части и происходит сборка.

После двухчасовых хождений по цехам, где делают линзы и прослушивания очень интересного рассказа об этом процессе, мы с Ольгой двинулись дальше, а охранник, который все это время поджидал нас опять отправился с нами на другую часть закрытого, режимного объекта. Нас встретил директор производства, который провел далее по цехам, где производят практически все детали для конечного продукта предприятия.
В одном из кабинетов увидел этот кусок ткани со знакомыми буквами и удивленно спросил: "ССО — неужели Силы Специальных Операций (белорусские десантники)"? На что мне улыбаясь ответили, что это символ студенческих стройотрядов МГТУ им. Баумана)).

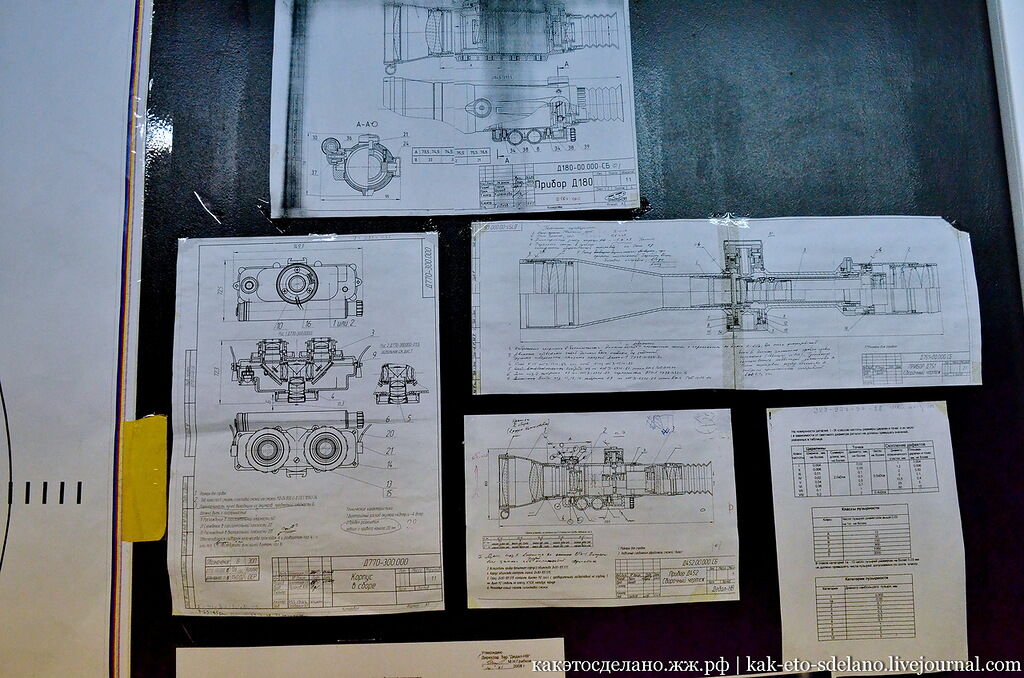
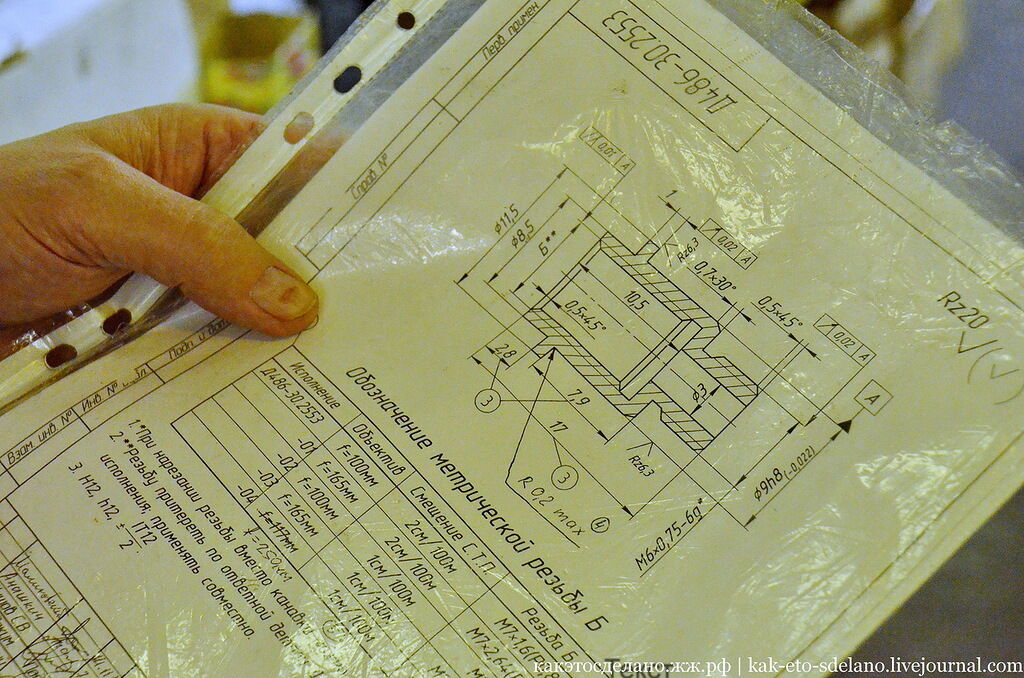
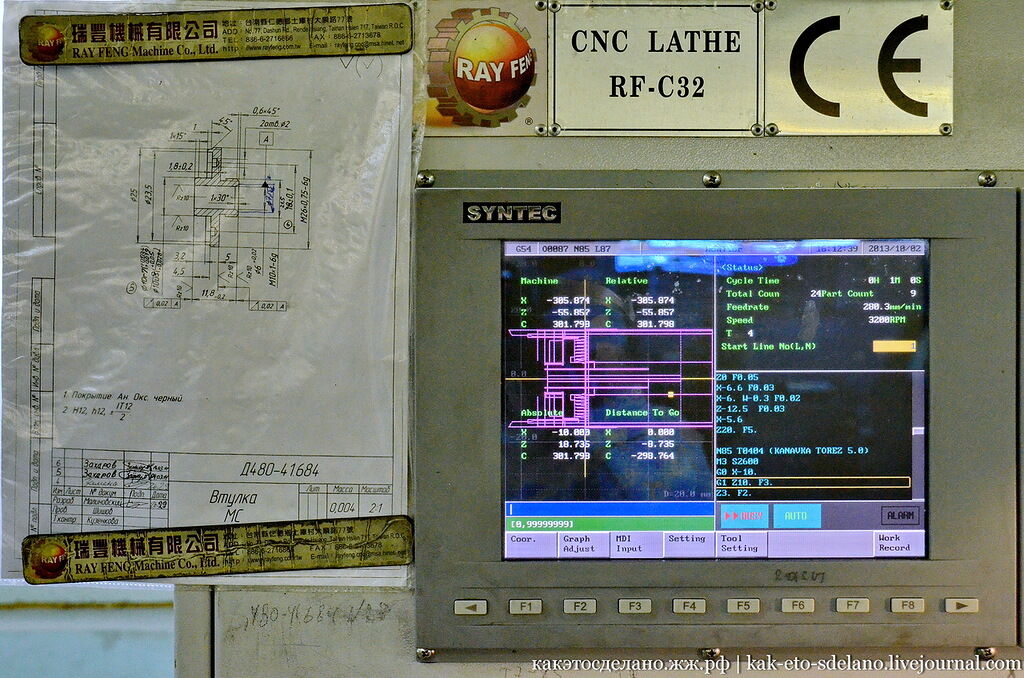
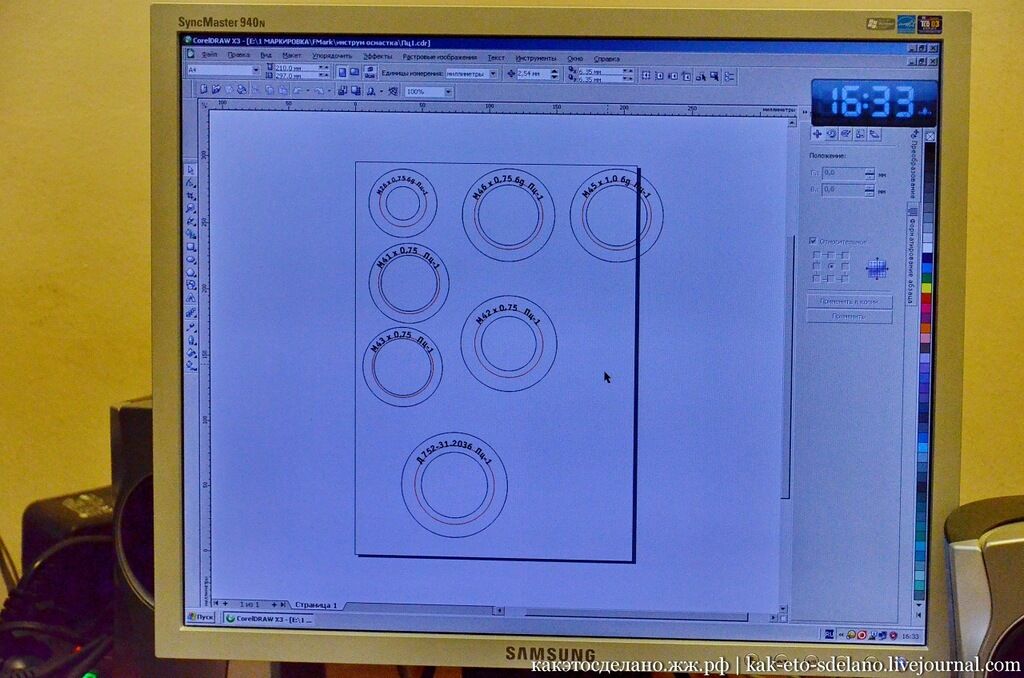
Здесь делают чертежи со всеми параметрами будущей заготовки.
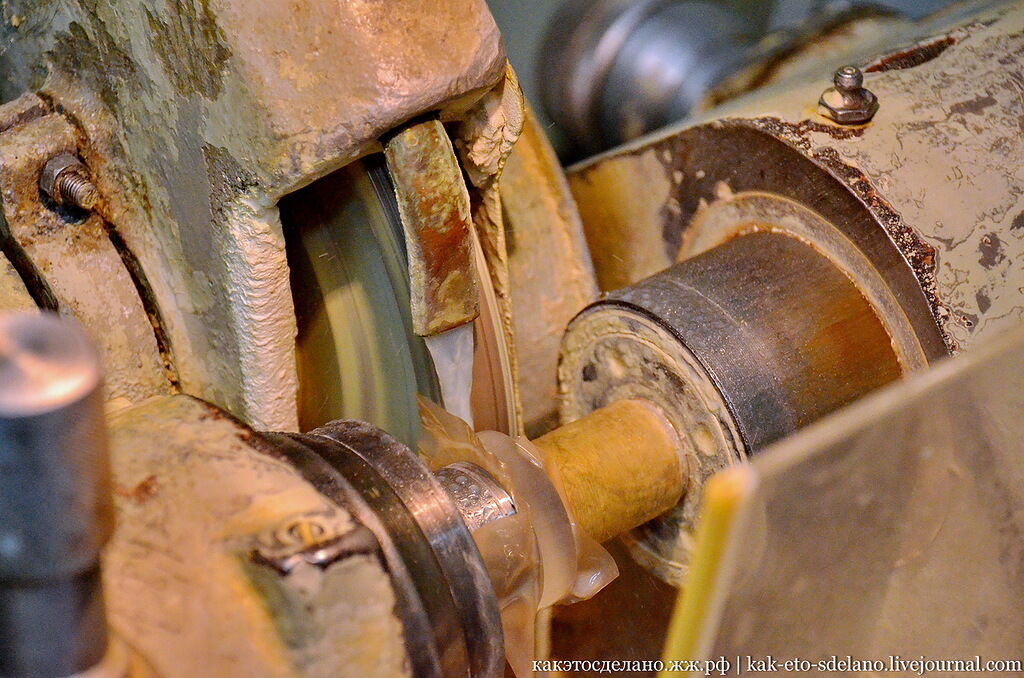
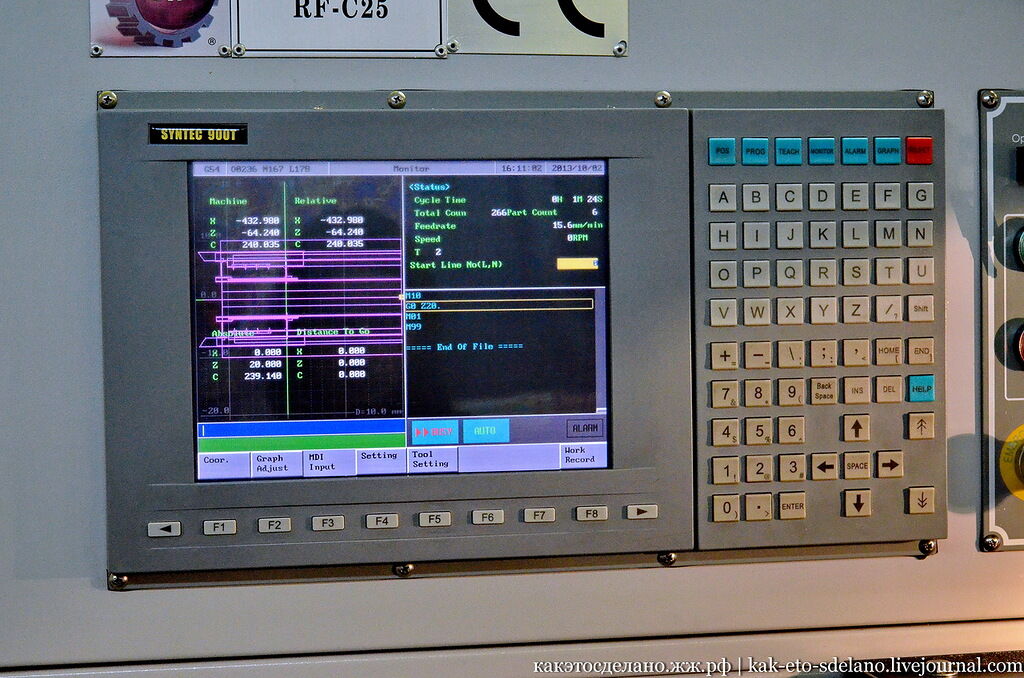
Все нужные характеристики задаются на станке с чпу. Здесь большая часть станков современная.

Все очень просто — вжик, вжик, бац…
и финтифлюшка готова!
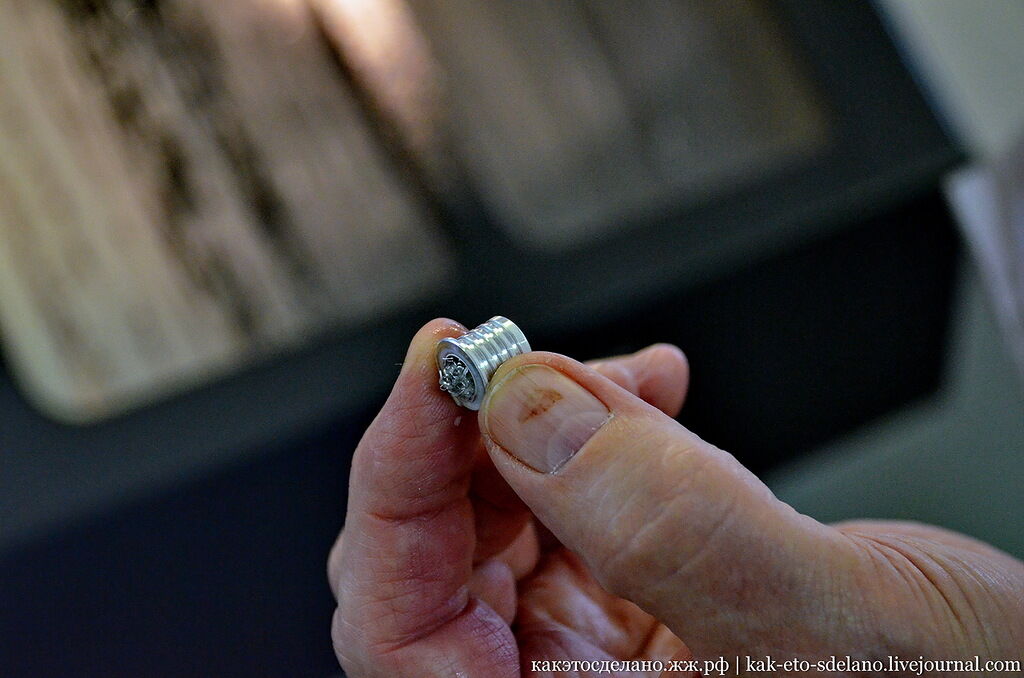
На самом деле эти станки делают довольно сложные операции.

Среди вас много специалистов, думаю вы разберетесь).
На станках попроще делаются менее сложные элементы для металлической части прицелов.

К примеру вот такие:

Эти части сделаны на станках с чпу. Уже по форме угадывается профиль изделия.

Затем все части попадают в отдел технического контроля.

Здесь делается выборка деталей из каждой партии и проверяется на соответствие нормам.

Еще творение станков с чпу.

Этот рабочий разрабатывает резьбу, чтобы детали хорошо были подогнаны друг к другу.

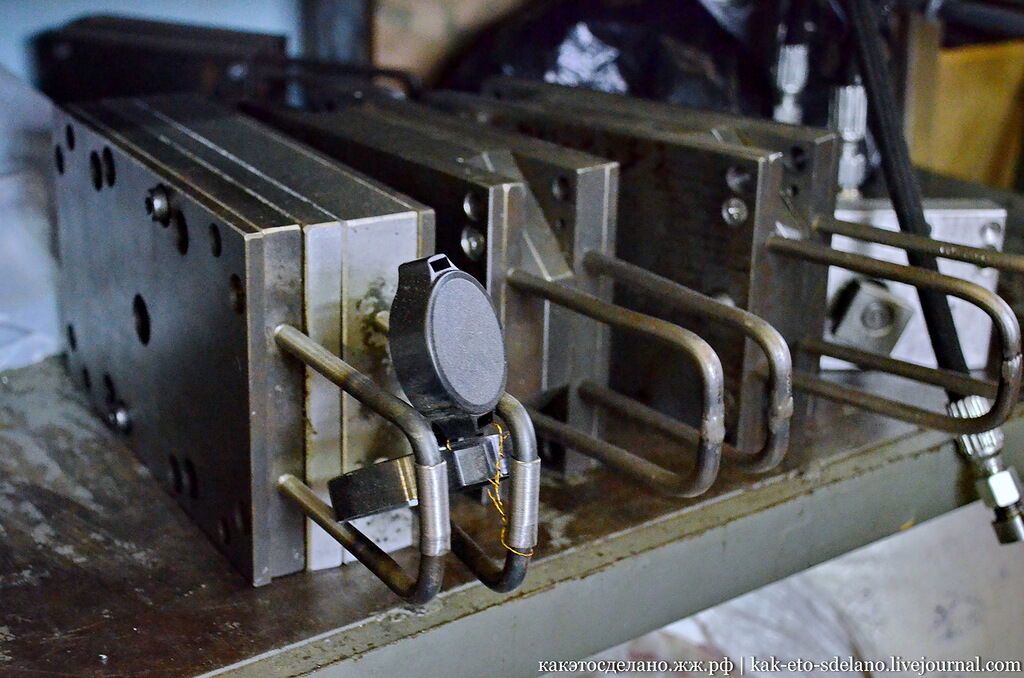
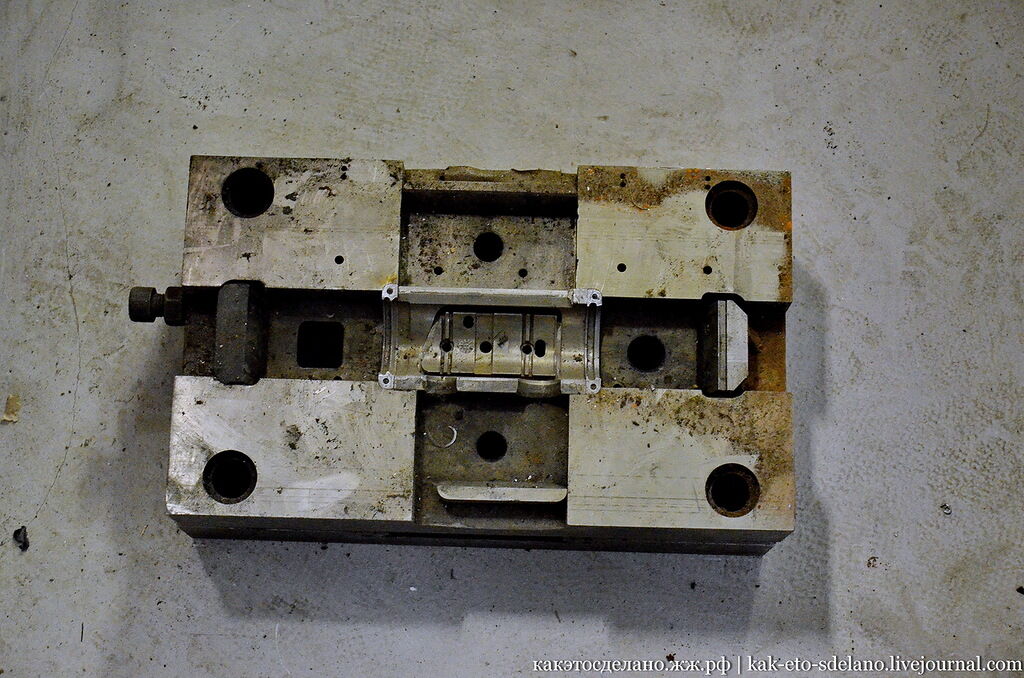
В этом цеху штампуют пластиковые части.

Все делается с помощью пресс-форм.
Вот эта часть

сделана на этой пресс-форме.
Склад буквально забит трубами всех диаметров и размеров.

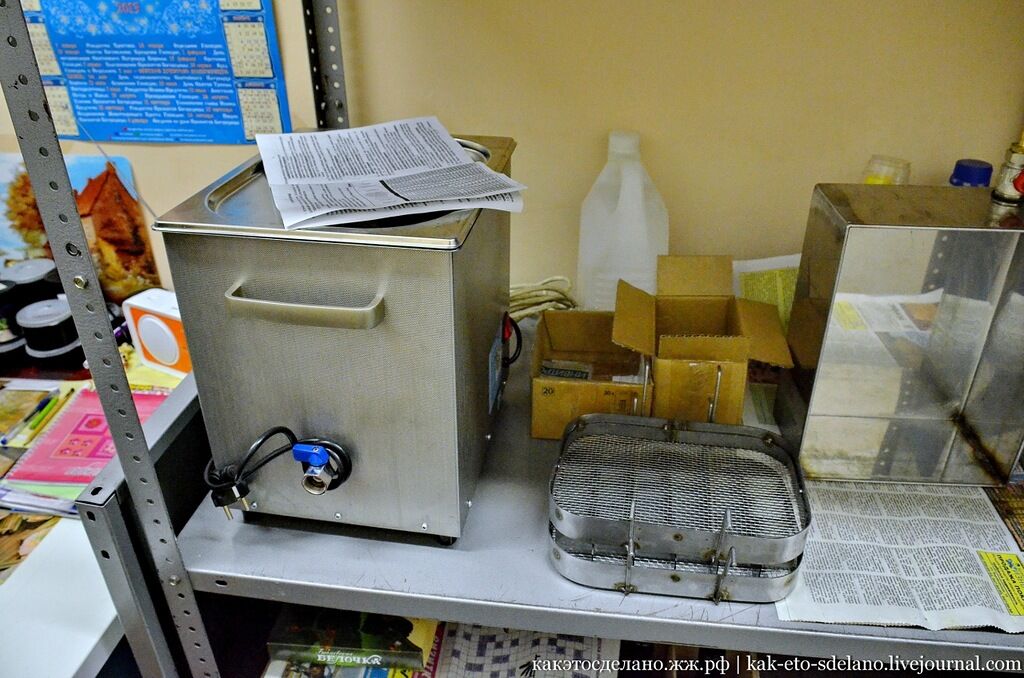
Металлические детали после обработки на станках отправляются в ванны с бензином, чтобы удалить следы машинного масла.

А затем их ждут ультразвуковые ванны, чтобы смыть все малейшие частицы.
По этому шаблону в заготовке вырезаются отверстия для болтов. В него вставляется заготовка и через дырочки сверлятся отверстия.

Здесь целый стеллаж с шаблонами.

После всех процедур внешние части деталей окрашиваются черной краской.

Этот аппарат делает лазерную гравировку на детали.

Так это выглядит со стороны.

Здесь производится шелкография — нанесение текста или рисунка на деталь.

На компьютере разрабатывается трафарет.
На складе предприятия все изделия аккуратно рассортированы по коробочкам.
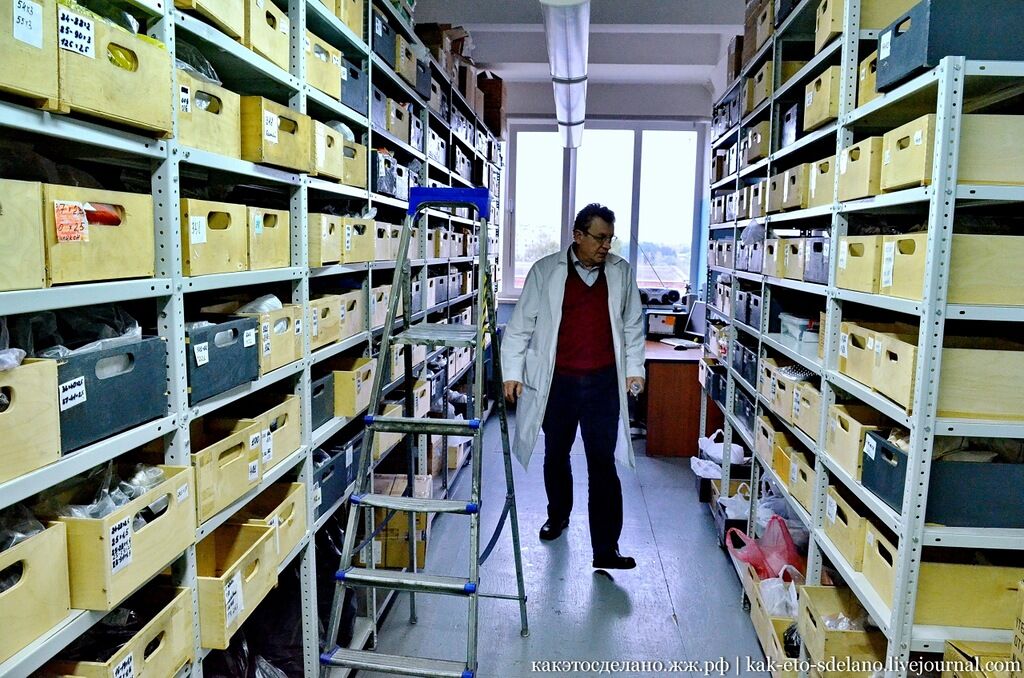
На каждой коробке информация о хранящихся здесь частях. Можно просто позавидовать тому, насколько тщательно и удобно все это сделано, не надо бегать по предприятию в поисках нужной детали или винтика-болтика. Мне бы такую организацию дома.

Идем дальше. Здесь линзы опять протираются ваткой со спиртом и укладываются в детали будущего прицела.

На каждом этапе строгий контроль за качеством, ни одна пылинка не должна попасть внутрь изделия.

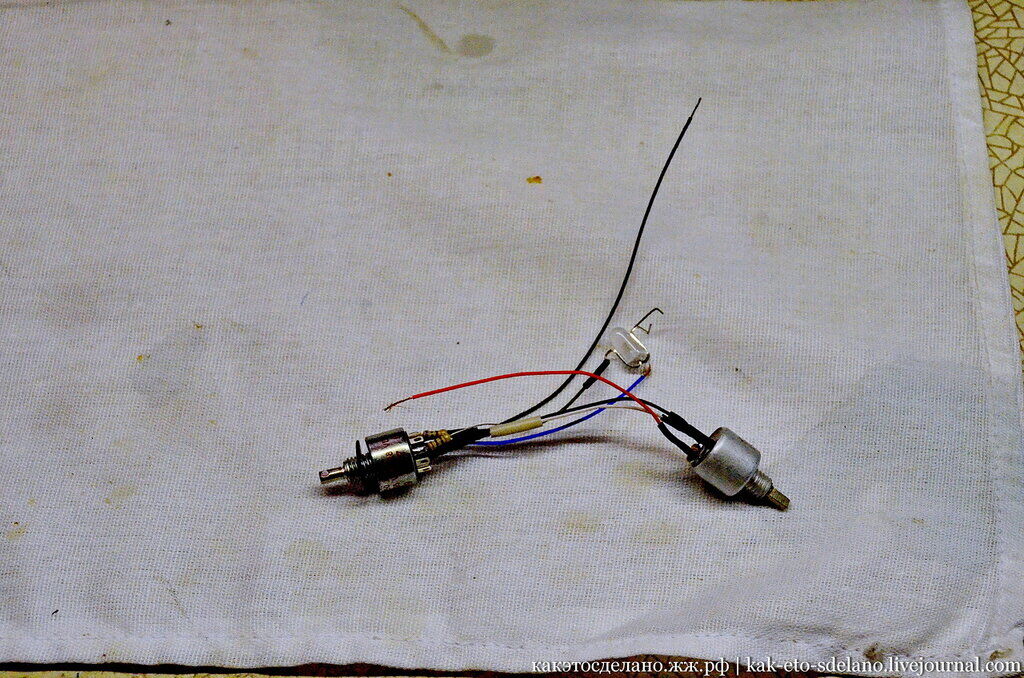
Наша экскурсия длилась уже четвертый час и к тому моменту, как мы зашли в этот кабинет, рабочее время сотрудников, которые собирали электронную начинку прицелов закончилось, потому, к сожалению некого было спросить о деталях производства на этом этапе.

Хотя думаю тут и так все ясно — провода припаиваются к различным микросхемам и прочим электронным штуковинам.
Практически все детали в оптическом прицеле отечественного производства. Разве что винтиков не делают.

Хорошая молитва, одобряю).
В кабинете этажом выше происходит окончательная сборка изделия.


После того, как оптический прицел собран, он калибруется с помощью вот этого инструмента.

Через оптический прицел

На этом стеллаже хранятся одни и те же детали оптического прицела, точно не помню какого, но как видите размеры у них немного расходятся. Дело в том, что детали могут быть на какие-то микроны больше или меньше, а тут есть выбор, можно подогнать точно под размер нужного паза/резьбы, чтобы в будущем не открутилось или разболталось.

В мужском коллективе без таких календарей никак не обойтись. Заодно можно проверить прицел).

Еще прибор для калибровки прицела. Обратите внимание на плакат на нем изображен именно прицел этого производства.

Еще один инструмент для калибровки оптического прицела.

Уже готовые изделия.

А это самый большой экземпляр оптического прицела, сделан в единственном экземпляре, чтобы проверить возможность сборки подобного на предприятии.

Ну вот наша экскурсия подошла к концу, проверю на прощание свое зрение.
И отдельная фотография для умельцев из сообщества со схемой прицела (тут еще тепловизор, если обратили внимание). Если считаете, что можете запросто повторить у себя в гараже подобное производство, пожалуйста, все карты вам в руки).